Service Form
Weld OverlayMarkets
EnergyIndustrialApplications
PipelinesPiping System FabricationSevere Service ValvesSlurry Transportation
Back
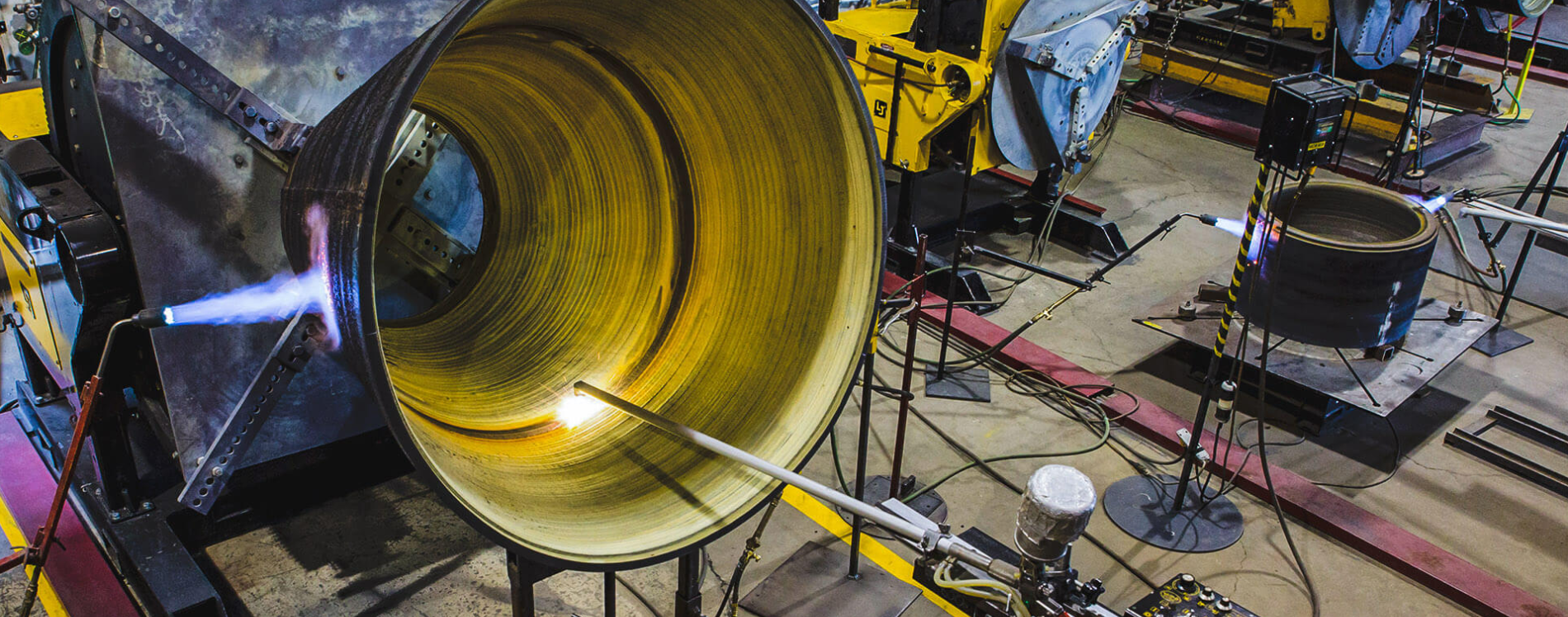
Spray and Fuse Tungsten Carbide
Description
Spray and fuse is a continuous brazing process that applies the coating and fuses it to the base material in a single process. This process does not melt the base material and consequently there is no dilution of the overlay alloy. The bond is created by the diffusion of atoms between the overlay alloy and base material resulting in a very dense, hard coating with high bond strength.
Features & Benefits
Low heat input reduces dissolution of WC/WC2 during application
- Allows the use of harder WC/WC2 carbides which provide better wear resistance than mono crystalline WC carbides
- Provides better wear life in high impact conditions
Low heat input results in a cooler weld puddle with less carbide sinking
- More even carbide distribution extends service life
Low heat input results in no dissolution of the base material
- No formation of brittle intermetallic phases greatly reduces cracking
Deposit rates up to 15lbs/hour (6.8kg/hour) and up to 0.25” (6mm) per pass
- Economical application of thick overlays
Low residual stress in the overlay allows for multiple passes without cracking and spalling
- Capable of applying thick overlays, up to 1” (25mm) for maximum service life
Low residual stress makes the overlay very impact resistant
- Spray and fuse overlays are excellent in high impact applications such as Tee spools
ASME recognized welding process
- Overlays can be applied to registered pressure equipment and piping
Let’s Get Started
Want to learn more about our products and services? Get in touch with us for more information today.
Learn More